
表面磷化处理对二硫化钼涂层性能的影响
为了提高涂层与基材的结合强度,基材的预处理是一个重要的过程,关系到涂层工艺的成败,常用的预处理方法有磷化、喷砂、喷丸、滚花等等。磷化处理不受工作的形状、大小限 制,而且方法简单,易于实现。
固体润滑涂层的制备

(1)酸洗:用乙醇清洗试样表面的油污,洗净晾干后,然后将试样置于浓度为36%的稀盐酸中,除去残余锈及氧化层,活化金属表面,用清水洗涤3次后拭干,再用无水乙醇清洗3次后晾干。
〈2)磷化处理:把经过酸洗过的试样放人已经配制好的磷化液中,进行磷化处理。在所需要的温度下水浴加热一定的时间,使其表面生成一层与基体结合非常牢固的多孔的金属磷酸盐薄膜。
磷化处理后,将试样用水洗涤3遍,放人烘箱,70℃下烘烤1小时。用2205型表面粗糙度测量仪测量表面粗糙度。
(3)涂层的制备:取10g二硫化钼粉末,放人烧杯中,倒人少量的无水乙醇,润湿搅匀,再倒人20甘油,充分搅拌均匀。把磷化处理的试样放人烧杯中,90℃水浴加热90min。将试件放人烘箱,在110℃下烘烤60一90min以基本烘干为准,即涂层完毕。
磷化处理基体表面粗糙度对固体润滑涂层的影响
磷化膜具有多孔性,可以增大基体的表面积,增强吸附固体润滑剂的能力。因此,磷化膜表面粗糙度对固体润滑涂层的摩擦学性能影响很大。一般情况下表面粗糙度愈小.其耐磨损性愈能好。但如果磷化膜的表面粗糙度过小,就会降低储在固体润滑剂的能力,接触面之间金属容易发生粘接,降低固体润滑涂层的寿命;如果磷化膜的表面粗糙度大,接触表面间粗糙不平的凸峰相互咬合、挤裂、切断,会增大厚擦系数,加剧磨损,降低了固体润滑涂层的摩擦性能。
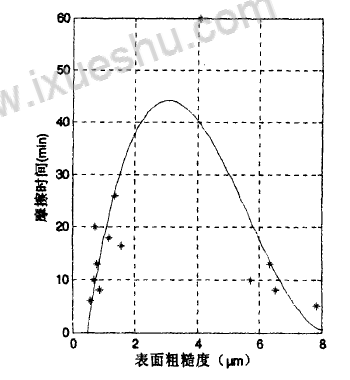
(表面粗糙度与摩擦时间的关系图)
由图中可以看出,当磷化膜表面粗糙度为Ra2μm-Ra4μm时,固体润滑涂层的摩擦时间长,固体润滑涂层的摩擦性能好。
本文是【http://www.shenyumoly.com 洛阳申雨钼业有限责任公司】原创,转载时请务必以链接形式注明作者和出处
地 址:http://shenyumoly.com/home-newsinfo-id-50.html
地址:河南省洛阳市栾川县庙子镇 邮编:471000
地址:河南省洛阳市洛龙区中德产业园19-102 邮箱:info@shenyumoly.com
电话:155-1639-1688 /155-6535-0788 电话:0379-69911868